

















 74 / 102
74 / 102

MAGGIO 2017
SPECIALE SUPPLEMENTO
CC-LINK IE
[email protected] www.clpa-europe.com74
PECIALE
UPPLEMENTO
S
dello pneumatico evolvono continuamente, i
requisiti che riguardano l’omogeneità, la sta-
bilità delle dimensioni e la tolleranza dei pro-
dotti estrusi e calandrati diventano sempre più
stringenti, mentre i requisiti che riguardano le
macchine per la gomma si stanno muovendo
nella direzione di una migliore connettività, au-
tomazione e intelligenza. Grazie alla velocità di
comunicazione della rete aperta CC-Link IE,
protocollo Industrial Ethernet con capacità tra-
smissiva a livello di Gigabit, e all’azionamento a
frequenza variabile A800, dalle elevate presta-
zioni di pilotaggio, è stato possibile ottenere un
controllo ottimale in ogni punto di connessione
delle linee di estrusione composite e delle linee
di calandratura a quattro rulli. Ciò garantisce l’uniformità nella ve-
locità e il collegamento delle linee di produzione, mentre la stabilità
operativa fornisce una soluzione eccellente e permette di produrre
pneumatici di alta qualità.
Il valore di CC-link IE Field
Per quanto concerne i requisiti della linea di estrusione compo-
sita, per il controllo elettrico e i sistemi di azionamento in questo
sistema la stabilità dei materiali di alimentazione è il fattore di
maggiore influenza dell’apparecchiatura sui prodotti. Pertanto, il
processo di alimentazione viene controllato da un sensore di pres-
sione posto nel becco dell’estrusore. Ogni volta che viene rilevata
una variazione di pressione nel canale del becco di un estrusore,
è possibile retro-azionarla nell’estrusore e compensarla regolando
la velocità della vite. Poiché ogni estrusore è controllato in modo
indipendente, se la pressione all’interno del becco dell’estrusore
viene mantenuta stabile, è possibile garantire la stabilità della
distribuzione della gomma in uscita e del prodotto di estrusione
semilavorato. Inoltre, utilizzando un sistema di pesatura continua
per monitorare e controllare gli scostamenti di qualità nel prodotto
semilavorato, viene rilevata qualsiasi deviazione dal valore di tolle-
ranza nominale sulla qualità uniforme del prodotto semilavorato; in
tal caso, la variazione viene retro-azionata nell’attuatore della linea
di produzione e la velocità si regola di conseguenza. Così è pos-
sibile garantire che verrà compensata qualsiasi modifica causata
dall’alimentazione o dalle proprietà dei materiali. Il prodotto semila-
vorato che risulta da questa lavorazione soddisferà dunque sempre
i requisiti qualitativi richiesti dal cliente finale. Per quanto riguarda
i requisiti della linea di calandratura relativamente al controllo elet-
trico e agli azionamenti, in questo sistema i requisiti principali sono
costituiti da una distribuzione di ogni area in tensione razionale e
da una tensione che dovrebbe essere stabile e conforme ai re-
quisiti del processo. Vi sono quattro aree in tensione nell’intero
sistema: la zona con filo d’acciaio, dove il filo d’acciaio è srotolato
nella macchina principale (camera di stoccaggio); l’area di tensione
tra la macchina principale e il nastro di raffreddamento; la zona di
tensione di stoccaggio tra il nastro di raffreddamento e la trazione;
la zona di tensione tra l’unità di trazione e l’unità di avvolgimento.
La tensione di calandratura è principalmente determinata dalla dif-
ferenza nelle velocità di trasmissione delle macchine elettriche. Di
conseguenza, il sistema elettrico svolge un ruolo determinante nella
regolazione della tensione ed è indispensabile che la velocità di
ogni motore elettrico si allinei automaticamente in base alla velocità
del nastro trasportatore, con una regolazione fine effettuata auto-
maticamente sulla base del reale tensionamento.
Inoltre, durante il processo di produzione con-
tinua, la spaziatura del rullo viene calcolata au-
tomaticamente, mantenendo la conformità della
larghezza del prodotto al valore di larghezza sta-
bilito. È anche necessario che i sistemi di potenza
e di trasmissione abbiano elevate prestazioni di
calcolo e velocità di risposta, nonché si possano
avvalere di comunicazioni di rete veloci e stabili.
Caratteristiche di CC-Link IE
La velocità di comunicazione di CC-link IE è
pari a 1 Gbps. Il numero massimo di stazioni
collegate su una singola rete è 120 e il numero
massimo di reti è 239. Utilizzando la fibra ottica
multimodale, la distanza massima tra le stazioni
è di 550 metri. Quando si utilizzano topologie a
doppio anello, la capacità massima di trasmis-
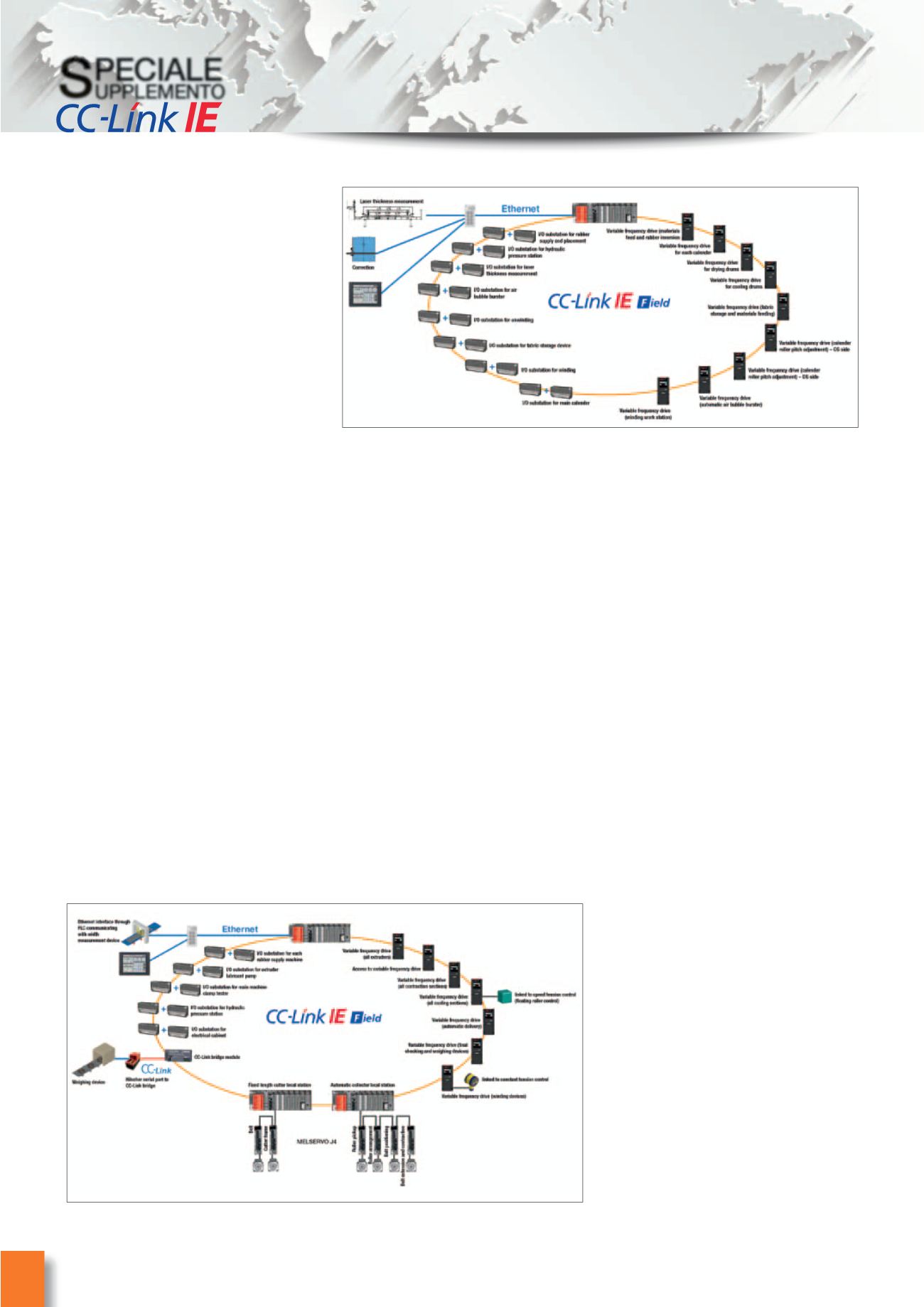
Figura 2 - Rappresentazione schematica del sistema con struttura CC-link IE
Figura 3 - La struttura del sistema CC-link IE impiegata dal produttore cinese