

















 41 / 84
41 / 84

SETTEMBRE 2016
FIELDBUS & NETWORKS
41
In sintesi il sistema è basato su PLC Bosch
Intradrive e sistema di controllo numerico
Bosch Mac-8 a 20 assi oleodinamici, che
permettono una precisione del decimo
di millimetro e che comunicano tra loro
tramite rete Ethernet, nonché con il PC di
supervisione. La potenza in gioco è nell’or-
dine di 1,2 MW con un circuito idraulico
a 350 bar, che movimenta 16 motori con-
trollati sia ad anello chiuso sia ad anello
aperto. La gestione dell’energia elettrica
viene continuamente monitorata attra-
verso moduli di terze parti che comuni-
cano con Movicon attraverso il protocollo
Modbus. L’ottimizzazione del consumo
energetico ottenuto dai dati derivanti dal
campo è stata realizzata attraverso oppor-
tuni script di calcolo, sempre gestiti in Mo-
vicon. Questo ha portato a fare in modo
che per ogni pezzo calandrato venga cal-
colato e registrato il costo di lavorazione.
Il processo
Il processo di calandratura è monitorato
attraverso Movicon con complesse pro-
cedure e algoritmi sviluppati in linguag-
gio nativo VB, che hanno reso ‘semplice’
la natura complessa dell’operazione di
calandratura. Il numero di tag utilizzate è
molto elevato, nell’ordine delle migliaia, suddivise tra allarmi, ricette,
trend e valori visualizzati. Il maggiore valore aggiunto dal supervisore
è stato quello relativo alla memorizzazione step by step di tutte le
fasi della calandratura e, in particolare, di alcuni valori tra i quali
le pressioni, che possono superare le 9.000 tonnellate, esercitate
sulla lastra di acciaio, che è spessa fino a 80 cm, e temperatura della
stessa. Tali parametri sono necessari per regolare al meglio le fasi
della stessa attraverso complicati algoritmi, onde evitare snervamenti
del materiale. Inoltre, tutti i dati, una volta raccolti, seguono la vita
del pezzo calandrato.
I vantaggi ottenuti
Aperti alle innovazioni tecnologiche, con uno sguardo però sempre at-
tento a valorizzare gli investimenti, Walter Tosto ha richiesto la colla-
borazione di Soluzioni Software per lo sviluppo del progetto software.
Quest’ultima ha implementato mediante Movicon le procedure relative
alle funzionalità di calcolo degli algoritmi per la piegatura del pezzo e
quelle gestionali. Quest’ultima, attraverso un interfacciamento al soft-
ware gestionale, permette un’interoperabilità completa e consente
il tracciamento del pezzo attraverso le API messe a disposizione da
Movicon. La parte di controllo e ricette è stata sviluppata attraverso
complessi algoritmi, con il linguaggio VB nativo di Movicon, che per-
mettono la correzione dell’errore di piegatura delle lamiere dovuto alla
deformabilità, sotto carico, della macchina presso piegatrice. L’utilizzo
dell’algoritmo è tale da poter automaticamente riconoscere le caratte-
ristiche della lamiera in piegatura mediante un processo di identifica-
zione online, utilizzando i dati provenienti dal software gestionale. La
procedura di piegatura si svolge in un loop chiuso, ove Movicon dialoga
con i PLC/CNC attraverso rete Ethernet, ottenendo le informazioni tra-
smesse dai sensori di posizione e di pressione del circuito idraulico dei
cilindri. La procedura funziona parallelamente al processo di piegatura
e si conclude al raggiungimento dell’angolo di piegatura desiderato.
In conclusione possiamo affermare che, grazie allo sviluppo del soft-
ware sul sistema di supervisione, si sono ottenuti i seguenti benefici:
maggiore qualità, perché l’angolo di piega è preciso e rispetta i pa-
rametri più rigidi; riduzione dei costi, in quanto vi è stata una dimi-
nuzione dei tempi di attrezzamento e di carico e l’eliminazione delle
fasi di calibrazione dei pezzi; aumento della produttività in quanto è
cresciuto il numero dei pezzi prodotti; aumento della flessibilità, poi-
ché si sono ridotti i tempi di regolazione e calcolo per la lavorazione
dei pezzi singoli o per piccole serie, così come le regolazioni connesse
ai diversi tipi di materiali o loro oscillazioni.
Essesoft Soluzioni Software -
www.essesoft.itProgea -
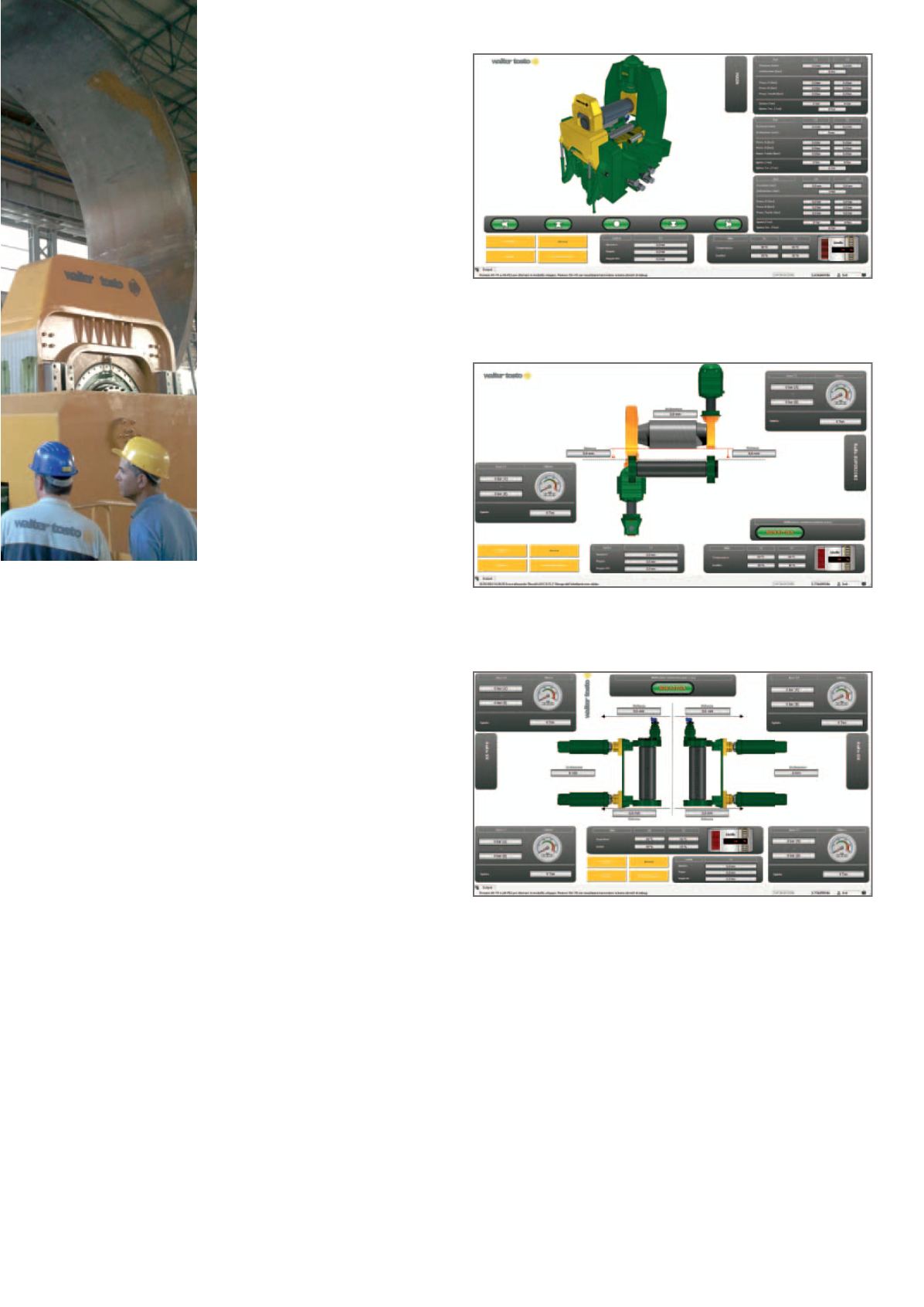
www.progea.comIl sistema di supervisione che controlla la macchina per le calandre
più grandi del mondo è basato su Movicon 11
Tramite il sistema di supervisione Movicon l’operatore è in grado di
gestire e controllare il sistema
Per la prima volta viene impiegato in un sistema così complesso
un software ‘aperto’, capace di soddisfare tutte le esigenze del
processo