Automazione e Strumentazione
■
Giugno 2013
SIMULAZIONE
tecnica
79
risolvere il problema, sono state esami-
nate due opzioni: la prima, di utilizzare
una valvola di non ritorno in aspirazione
(
υ
figura 4
, linea verde), la seconda, di
utilizzare una valvola di Hot-Gas By-pass
(HGB,
υ
figura 4
, linea turchese).
Entrambe le soluzioni appaiono valide.
Analizzando il grafico che mostra la tem-
perature dei gas in mandata al compres-
sore, si è potuto verificare che nel caso
di utilizzo di una valvola HGB, la tem-
peratura dei gas in mandata al compres-
sore raggiunge valori elevati. Questo può
essere dannoso per le tenute del compres-
sore. Per questo motivo, la scelta finale è
stata quella di prevedere una valvola di
non ritorno in aspirazione al compressore.
Sezione di liquefazione: compressori di
refrigerazione
I due fluidi refrigeranti, propano e MR,
sono compressi in due treni, ognuno
mosso da una turbina a gas General Elec-
tric Frame 7: il primo ha sullo stesso
albero il compressore a quattro stadi del
propano e lo stadio a più alta pressione del
compressore MR; il secondo muove i due
stadi a bassa e media pressione del com-
pressore MR. Di seguito sono descritti tre
casi legati alla simulazione dei compres-
sori di refrigerazione.
Caso 1: verifica delle dimensioni della
valvola di anti-pompaggio del compres-
sore propano
Uno degli obiettivi delle simulazioni ese-
guite era quello di verificare le dimensioni
(CV) delle valvola di anti-pompaggio. Di
seguito si descrive il caso della valvola
dello stadio di bassa pressione del com-
pressore propano.
Nella maggior parte dei casi eseguiti, si
è notato che un CV minimo di 1.600 era
adeguato per proteggere il sistema dal
rischio di pompaggio.
Tuttavia, nel simulare l’avviamento del
compressore, le dimensioni della valvola
non si sono dimostrate adeguate. I risultati
esaminati sono presentati nelle figure che
seguono.
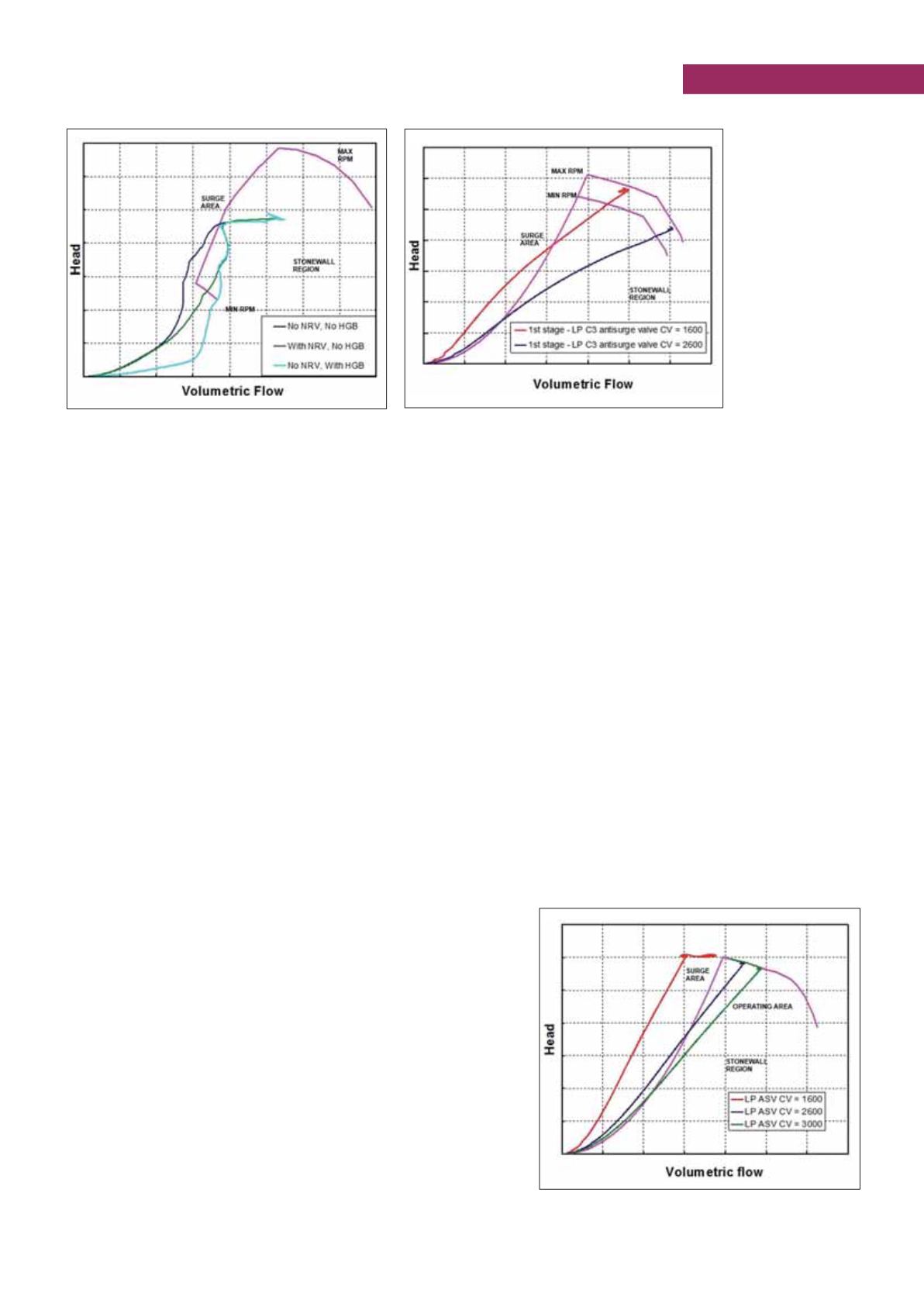
La
υ
figura 5
mostra una mappa del
primo stadio del compressore del propano
con il CV della valvola di anti-pompaggio
di 1.600 (linea rossa) e 2.600 (linea blu),
durante l’avviamento del sistema con pro-
pano. Utilizzando un CV di 1.600, il punto
operativo risulta essere nella regione di
pompaggio per una parte significativa del
percorso. Appare quindi necessario utiliz-
zare il CV più alto per poter far partire il
sistema in sicurezza ad una pressione di
1,5 barA.
Facendo partire il compres-
sore con “defrost gas” o azoto,
come previsto nella fase di
commissioning della macchina,
è necessario un CV ancora più
alto per evitare la regione di
pompaggio. È necessario uti-
lizzare un CV di 3000, insieme
ad un incremento della pres-
sione di partenza da 1,5 a 2,5
barA. Il caso del “defrost gas” è
mostrato nella
υ
figura 6
.
Per permettere la partenza del
sistema con le varie composi-
zioni (propano, azoto e “defrost
gas”) è stato implementato un
sistema semi-automatizzato,
basato sui risultati sopra esposti. L’ope-
ratore dell’impianto, in funzione del tipo
di gas utilizzato, selezionerà l’apposito
selettore sul DCS. L’informazione viene
inviata al controllo del compressore che
gestisce il valore massimo di apertura
della valvola attraverso un “software
clamp” ed i relativi permissivi alla par-
tenza del compressore.
I differenti approcci utilizzati per il design
delle valvole, partendo dalle simulazioni
stazionarie e dinamiche, hanno portato a
risultati diversi.
Con le simulazioni stazionarie, il design
è basato su un certo numero di casi ope-
rativi in condizione di steady state, con
diverse condizioni del gas all’ingresso e
all’uscita della valvola (temperatura, pres-
sione, densità, ecc.).
La simulazione dinamica è utilizzata per
esplorare un set continuo di stati dell’im-
pianto; ad esempio, durante la simulazione
dell’avviamento del compressore, sono
Figura 5 - Comportamento
del primo stadio del
compressore del propano
durante l’avviamento con
propano
Figura 6 - Comportamento dello stadio a bassa pressione del
compressore del propano durante l’avviamento con “defrost gas”
Figura 4 - Comportamento dell’End Flash Gas
Compressor durante l’avviamento


