
















 31 / 84
31 / 84

SETTEMBRE 2017
FIELDBUS & NETWORKS
31
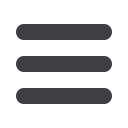
una parte, il fronte del modulo portiera, dall’altra il retro. Questi moduli
vengono assemblati in parallelo con una sequenza identica. Le operazioni
di assemblaggio includono: pre-assemblaggio di puleggia e rivettatura;
tamburo di avvolgimento; assemblaggio gruppo regolatore finestrino; as-
semblaggio motore e altoparlante; posizionamento della chiusura; inseri-
mento di un sensore di impatto laterale; cablaggio. Le stazioni di controllo
a fine linea (EOL), quindi, conducono test di funzionalità sul modulo di
portiera completo ed effettuano il controllo del livello di rumorosità (in
una camera per prove acustiche) con un sistema di qualità ‘Poka Yoke’.
“È stato sicuramente un progetto complesso, tuttavia il nostro portafoglio
Integrated Architecture lo ha reso più semplice” afferma Miroslav No-
votny, account manager di Rockwell Automation. “I principali controllori di
automazione delle linee anteriori e posteriori sono dei PAC Allen-Bradley
ControlLogix 1756 L73. I nastri trasportatori e i motori, che gestiscono
tutti gli aspetti del movimento dei pallet, vengono controllati tramite
convertitori di frequenza PowerFlex 525 Allen-Bradley. Ciò comprende il
movimento laterale e quello verso l’alto e il basso dei pallet tra le varie
stazioni di lavoro, oltre al controllo del nastro di circolazione, che riporta
all’inizio della linea di produzione i pallet vuoti”. Il PAC ControlLogix rac-
coglie, elabora e controlla tutti i segnali provenienti dalle varie stazioni di
assemblaggio tramite gli switch gestiti Allen-Bradley Stratix e i moduli
Allen-Bradley Point I/O su infrastruttura di rete Ethernet/IP. Questo per
soddisfare l’estensione in lunghezza della linea, incluso il convogliatore
primario che è lungo 15 m. Alla fine della linea per le stazioni di collaudo
vengono impiegati quattro PAC Allen-Bradley CompactLogix, due per le
camere del suono e due per il collaudo finale. Il PAC ControlLogix so-
vrintende anche un robot utilizzato su parte della linea. La soluzione di
automazione è completata da una grande varietà di prodotti Allen-Bradley
a bassa tensione, inclusi pulsanti, sensori e altri accessori, presenti all’in-
terno dei quadri dislocati in ogni stazione. Infine, l’infrastruttura di sicu-
rezza della linea, che è conforme agli standard locali, comprende un certo
numero di barriere di sicurezza Allen-Bradley, collegate tra loro con arresti
di emergenza per ogni stazione, a loro volta collegati in serie a relay di
sicurezza all’interno del quadro elettrico principale. “Lavoro con PHAda 10
anni” spiega Petr Veselý, team leader Global Solutions di Rockwell Auto-
mation per la Repubblica Ceca. “Per questo progetto abbiamo incontrato
gli ingegneri del cliente, che ci hanno fornito delle specifiche molto detta-
gliate, inclusi i modelli 3D del prodotto finale. Ci hanno comunicato le loro
aspettative rispetto a obiettivi in termini di tempi e volumi. Abbiamo con-
segnato una soluzione completa, dall’architettura di controllo al software
di supervisione di tutta la linea, compresi tutti gli elementi meccanici ed
elettrici. Ci siamo anche confrontati con tre fornitori locali di assemblaggio
meccanico e, una volta terminata la progettazione, abbiamo gestito tutte
le approvazioni all’interno di PHA. Una volta ricevuta l’approvazione della
progettazionemeccanica” prosegue Veselý “ci è stato dato il via libera per
la produzione e abbiamo iniziato a sviluppare la parte elettrica. Con il be-
nestare dell’azienda abbiamo impegnato quattro programmatori, presso
l’ufficio Rockwell Automation di Praga, nella creazione dell’applicazione
software. Due programmatori hanno lavorato sulla linea principale e due
sulle stazioni di collaudo. Per la visualizzazione è stato utilizzato Studio
5000 e per rispondere a una delle principali richieste di PHA, riguardante
la flessibilità, abbiamo creato applicazioni con viste personalizzate. Ogni
stazione utilizza un proprio ‘all-in-one’ touchpanel PC (18 sulla linea prin-
cipale e 11 nelle stazioni stand alone e di collaudo) con applicazioni C++.
Per un’ulteriore visualizzazione e per il controllo del nastro trasportatore
principale sono stati predisposti due HMI Allen-Bradley PanelView Plus.
Aspettative soddisfatte
“L’aver portato a termine con successo questo progetto dimostra la pro-
fessionalità e le capacità del nostro team Global Solutions, non solo nel
fornire soluzioni tecnologiche, ma anche nella gestione di un progetto
completo” illustra Novotny. “L’esperienza e le competenze maturate in
quest’occasione diventeranno la base per ulteriori simili opportunità nel
mercato automobilistico, incluso progetti futuri con PHA. In effetti, stiamo
già parlando della fornitura di un’altra linea di assemblaggio portiere per
un modello diverso di macchina”.
Przemysław Sakowicz, manufacturing engineer di PHA Czech, cita tra i
principali fattori per utilizzare nuovamente le soluzioni di Rockwell Auto-
mation, il supporto veloce, i buoni rapporti e le positive precedenti espe-
rienze di lavoro con la multinazionale: “So esattamente il livello di qualità
che posso aspettarmi da Rockwell Automation: ha un ottimo team di pro-
grammatori che reagisce in modo rapido a eventuali problemi o sfide cui
dobbiamo far fronte. Abbiamo avuto diverse ispezioni da parte dei clienti,
prima e in fase di avvio del progetto, e tutti sono stati molto soddisfatti di
ciò che abbiamo sviluppato con Rockwell Automation, un aspetto decisa-
mente importante per noi. Per quanto mi riguarda, il team ha soddisfatto
tutte le richieste. E per quanto concerne i vantaggi specifici della solu-
zione” conclude Sakowicz “con riferimento alla nuova linea che stiamo
sviluppando, oltre a centrare gli obiettivi di produzione, ci aspettiamo di
beneficiare di una programmazione significativamente ridotta, così come
della facile messa a punto e manipolazione del software che abbiamo
sperimentato in questa soluzione. IntegratedArchitecture di Rockwell Au-
tomation ha fornito una piattaforma flessibile e aperta per la risoluzione
dei problemi e la manutenzione locale e da remoto”.
Rockwell Automation -
www.rockwellautomation.itQuesto progetto complesso è stato reso più semplice dal portafoglio
Integrated Architecture
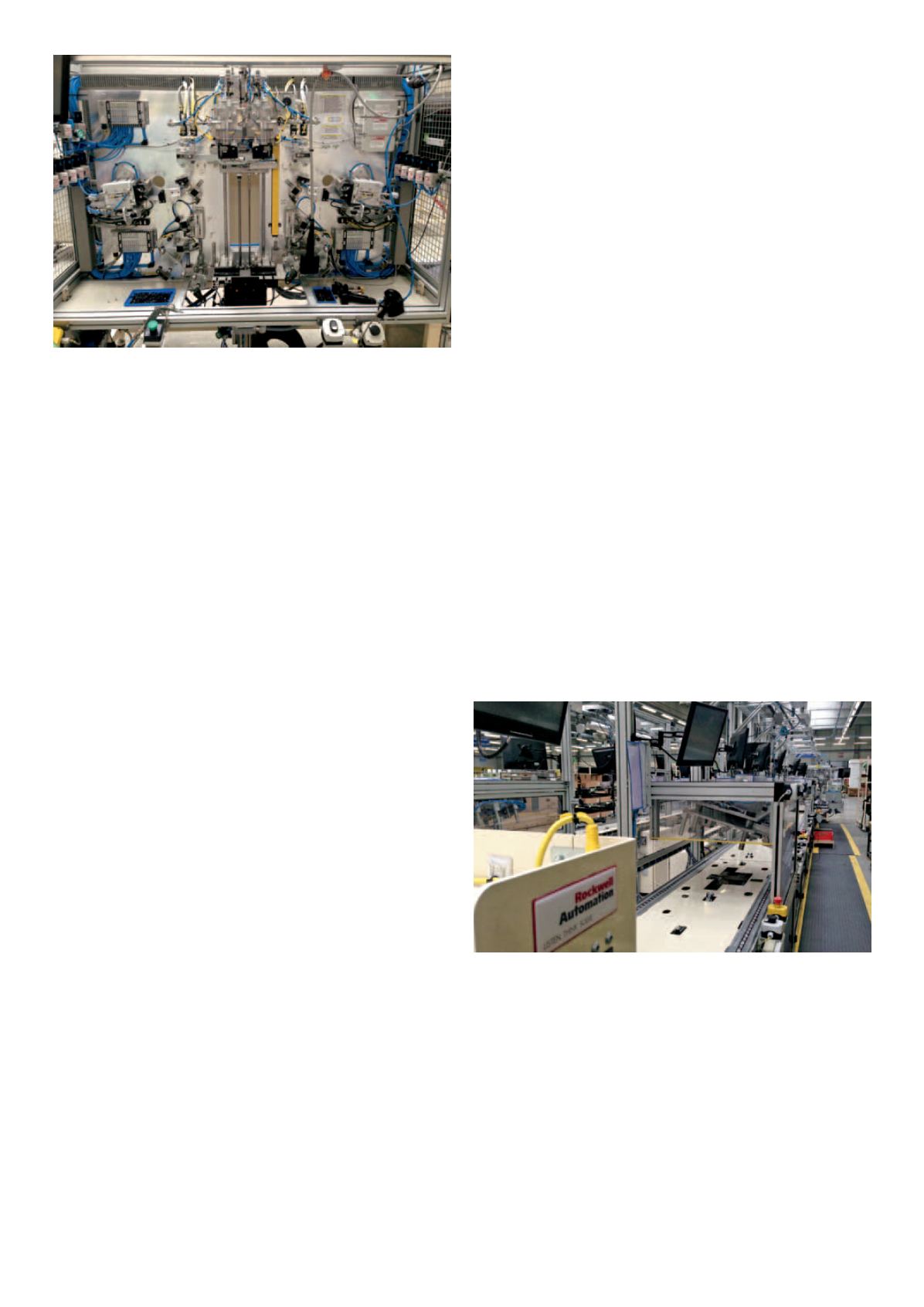
La linea di assemblaggio è progettata per soddisfare capacità di
produzione e obiettivi molto esigenti ed è in grado di realizzare 850
set per auto al giorno